球磨机轮带滚圈齿轮齿圈生产厂家-锻造轮带滚圈
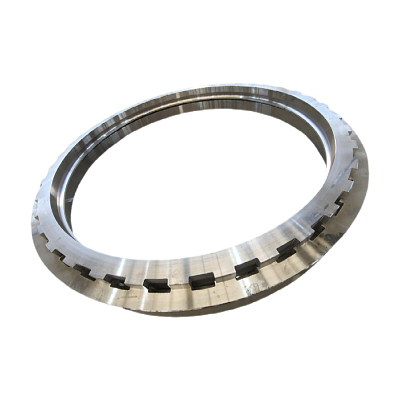
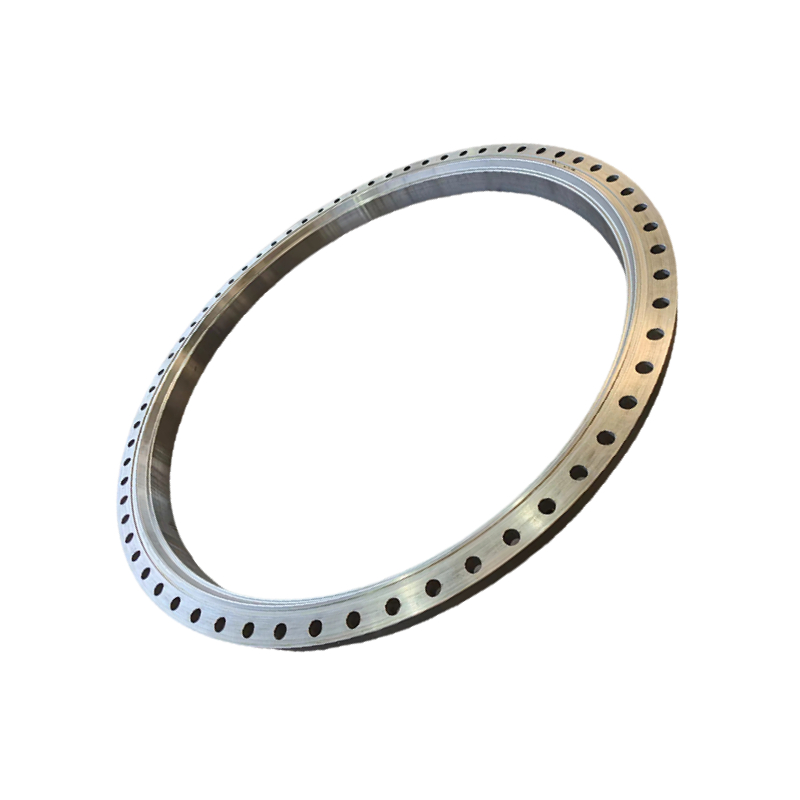
轮带又称滚圈,是回转窑设备上的主要部件之一。它的作用是把筒体的全部重力(包括耐火砖、内部装置和物料等的重力)传递给托轮,并使筒体能在托轮上平稳地回转,因此轮带要具有足够的强度和耐久性,同时,轮带又是加强筒体径向刚度的零件,因此应该保证足够的刚度。
轮带的材料,一般为35 号钢、45 号钢、35CrMo、42CrMo 等材质,当前市场上4 米以上的大型轮带90%采用铸造工艺生产,铸造轮带轴向硬度不均匀,组织疏松。在低速、高负荷作用下,轮带基体组织疏松,硬度较低的地方就有压溃、卷边、压陷等现象。另外,因铸造缺陷,造成皮下空洞、大面积的疏松、砂眼等,亦会造成轮带表面剥落和压痕。成分偏析、疏松、砂眼等缺陷容易造成淬火开裂的风险,一般进行正火加回火后使用,未能充分发挥合金钢的高强度和高耐磨性的优势。轮带要求精加工后各工作表面无缺陷,目前大型铸钢件尚难以完全达到。经过多道工序得到的精加工轮带不宜轻易报废,因此需进行补焊,但采用一般的补焊方法时,由于焊后不允许再作热处理,焊接热影响区与基体的硬度差很大,在很大的接触应力作用下容易产生裂缝。
在高温下对钢锭进行大压下量锻造,有利于疏松、孔洞的锻合。水冒口的去除和高温加热锻造有利于改善钢锭的成分偏析。但是自由锻由于受设备的限制,很难实现大尺寸轮带的锻造成形。通过大型油压机和RAW2500/1250-16000/3000 数控轧环机配合使用,采用近净成形方式,不仅具备自由锻成形的优点,还能实现大尺寸轮带精准快速成形。因成形快,变形均匀,性能均匀性优于铸造和自由锻。因控形好,余量均匀,椭圆小,相比自由锻而言提高了钢锭的利用率。近净成形的轮带少或没有锻造氧化皮,35 号钢和45 号钢的轮带可以在毛坯状态下进行性能热处理。
锻造轮带成分均匀,不存在疏松、砂眼等铸造缺陷,可以通过调质热处理获得优异的综合性能。42CrMo 常规使用的淬火介质为油和淬火液。不论是有机淬火液还是各类淬火油,其有效成分均为高分子聚合物,其来源为专业的淬火介质生产商,具有高挥发性和易产生烟雾等特点,这将会增加生产成本和环境污染。通过对材料的淬透性、淬硬性、临界冷却速度、临界温度等特性的分析,合理选择淬火加热速度、奥氏体化温度、保温时间、出炉转移时间和淬火冷却时间,结合厂内淬火用水的冷却特性,制定适合各类截面形状和尺寸、不同直径的环形锻件的水空交替冷却工艺,在保证环形锻件淬火效果的同时,降低淬火烈度,有效控制马氏体转变区冷却速度,从而有效降低淬火开裂风险,控制淬火畸变。
结合各车间产量、生产节拍,设计淬火水槽的尺寸和形状,通过循环和冷却系统的优化运行,确保淬火用水的洁净度、温度和流动速度,满足锻件各冷却阶段的冷却要求,达到“高温区相对快速冷却,中温区有效避开临界区域,低温区缓慢冷却”的目的。
轮带的制作过程
原材料化学成分优化
为保证轮带的硬度、性能满足使用要求,提高轮带的使用寿命,结合实际的生产过程尤其是用水调质的特点,对钢锭的化学成分进行了优化和内控。主要控制碳、合金元素分布均匀性避免因成分差异过大造成的硬度差异过大,控制P、S 和气体含量,减少夹杂物的数量,避免氢裂的产生。
钢锭的熔炼应采用电炉或转炉冶炼+炉外精炼+真空脱气。钢的牌号及熔炼化学成分应符合表1 的规定,成品的化学成分允许偏差应符合GB/T222-2006 的规定。气体含量:[H]≤2.0ppm,[O]≤20ppm。
表1 42CrMo4 钢锭化学成分技术要求及成品分析结果(%)

生产工艺流程
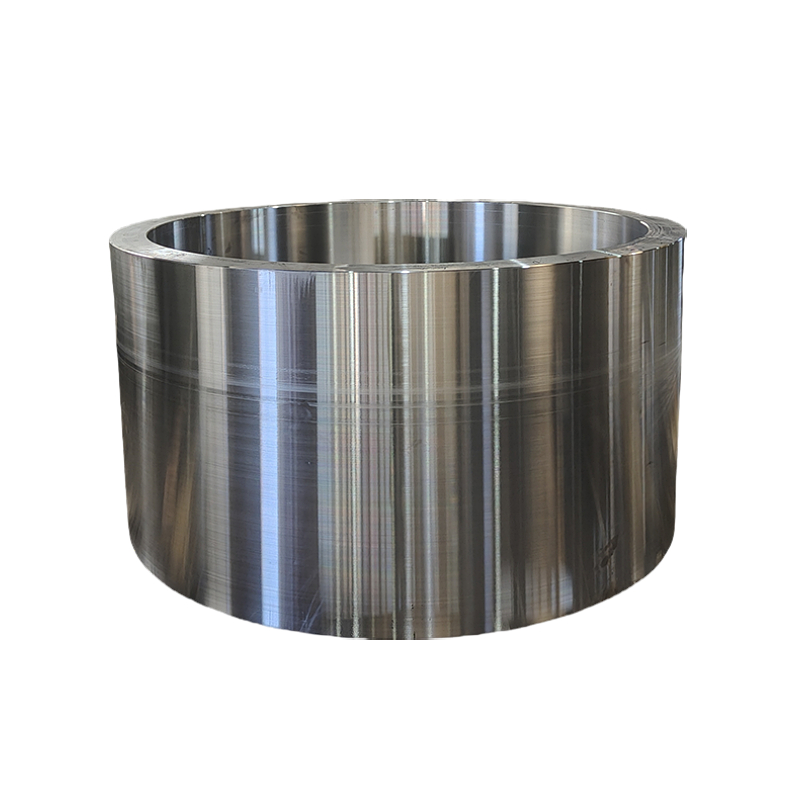
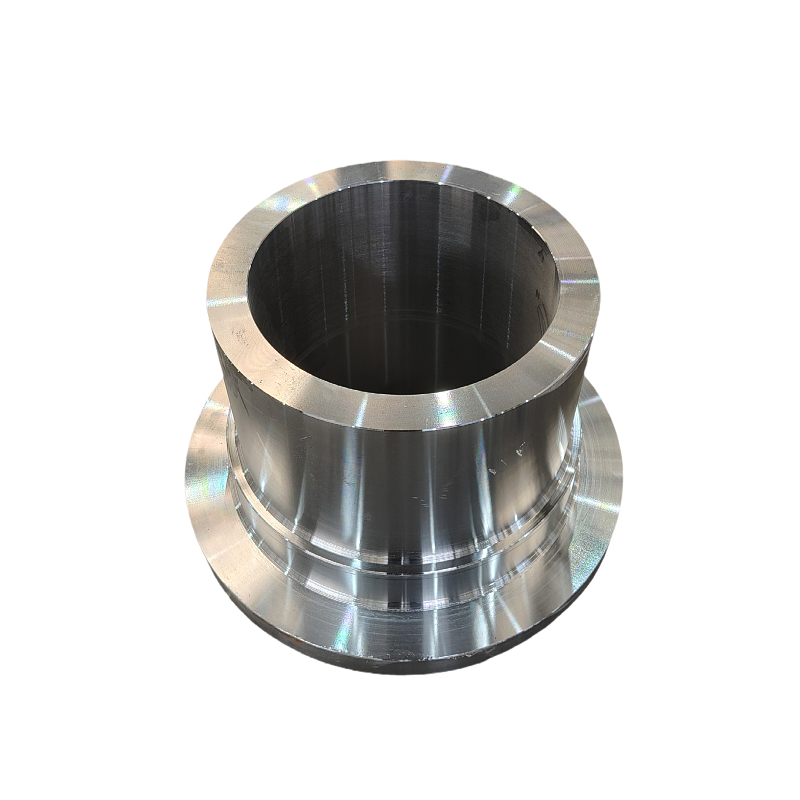
大型42CrMo4 轮带成品尺寸:外径7900mm,内径7162mm,高度450mm,净重30448kg。轮带的制作流程为:加热→热剁水冒口→13500 吨油压机锻造开坯→16 米径轴向轧环机轧环→锻后热处理→调质前粗车→超声波检测(UT)→淬火回火→取样检测→精车→终检。
近净成形
依据加热工艺对钢锭进行加热,为减少加热时的应力,保证加热均匀,在500 ~550℃和800 ~850℃进行均温,控制加热速度小于等于80℃/h。完成加热后在油压机上利用剁刀去除水冒口,为保证轮带质量,水口的去除量大于等于5%,冒口的去除量大于等于15%。为保证锻透性,工艺要求总锻比大于等于6:1,实际油压机开坯锻比为5.24,辗环时的锻比为3.22,总锻比8.46。锻坯的尺寸:外径7960mm,内径7092mm,高度515mm,重量41800kg,锻坯椭圆度小于等于15mm。锻造温度控制在800 ~1200℃,锻后缓冷。13500 吨油压机锻造充分保证将料坯锻透、压实,并利用冲孔过程将圆坯心部残留铸造缺陷清除掉,这样就可以降低成品轮带的各向异性,提高内部质量。CNC 数字控制的大型轧环机全自动控制,对整个轧制过程进行自动优化,能够实现径向和厚度方向同时轧制、均匀变形,并用激光测量装置实时跟踪环件尺寸变化,从而保证辗环过程中锻坯的径向和厚度方向均匀变形,严格控制环件的毛坯尺寸,确保其各向余量满足后续热处理和机械加工的要求。
锻后热处理
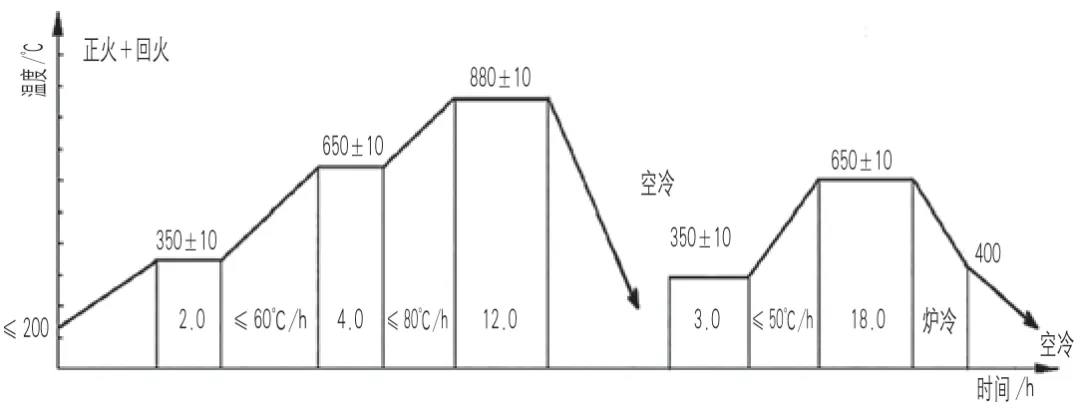
锻件冷却至小于等于300℃后,进行正火加回火热处理。将轮带装入炉温不大于300℃的热处理炉,以小于等于60℃/h 的速度升温至650℃进行均温;随后以小于等于80℃/h 升温至860 ~880℃,并依据锻件最大有效厚度进行保温,保温结束后空冷至小于等于300℃后进行回火。回火时,将正火后的锻件装在炉温不大于300℃的热处理炉内,在300 ~350℃进行均温,随后以小于等于50℃/h 升温至650 ~680℃,并依据锻件最大有效厚度进行保温,保温结束后炉冷到400℃左右时出炉空冷。具体锻后热处理工艺见图1。锻后正火的目的是细化晶粒,消除锻造内应力,为调质做准备,正火后回火的目的是消除正火的应力,降低硬度,为调质前的粗车做准备。
调质前粗车
依据锻件成品和毛坯尺寸,确定各部分调质前的加工余量,粗车后各部分尺寸在考虑变形的情况下应满足成品尺寸要求。还应考虑经淬火回火后尽量减少淬硬层的去除量,即应该稍留加工余量。综合考虑以上因素,调质前粗车内径余量50 ~55mm,外径余量10 ~15mm,考虑到取样,高度加工到500mm。用水淬火时,淬火烈度高于有机淬火液和油,所以各部位的倒角应至少选择R15 ~R20mm。如果局部存在锻造氧化皮应采用打磨的方式去除,保证轮带的淬透性和减少热处理变形。
考虑到调质前若存在明显的缺陷,会对产品的质量产生影响。缺陷可能会在调质过程中扩展,导致缺陷超标甚至产生裂纹。如果缺陷在调质前已经超标,进行调质只会增加成本。因此调质前粗车后应对轮带按照EN 10228-3-2016 进行超声波检测,扫描面为外径、内径和上下端面,符合EN 10228-3-2016 的3 级要求。
成品按照EN 10228-3-2016 进行超声波检测,应符合EN 10228-3-2016 的3 级要求,应按照EN 10228-1-2016 的要求进行100%磁粉检测,满足EN 10228-1-2016 的2 级要求。
调质
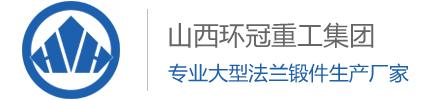
⑴为预防调质时出现裂纹,应对调质前粗车的工件进行UT 检测,检测合格后才能进行调质。将超声波检测(UT)合格的锻件,装入炉温不大于300℃的热处理炉中,以小于等于60℃/h 升温至650℃,进行均温;随后以小于等于60℃/h 升温至850 ~870℃,并依据锻件最大有效厚度按照40 ~60mm/h 进行保温,保温结束后,出炉进行水空交替淬火。水空交替控时淬火技术在实际生产中有广泛的应用。
⑵水冷淬火前要保证:水温20 ~30℃,水温太低容易出现开裂现象,水温太高影响淬火效果;为保证淬火均匀性,淬火水槽配备循环和搅拌系统,根据工件的形状和尺寸选择开启不同的循环和搅拌系统;根据工件的温度和水空交替的次数选择循环水的流量,保证淬火完全不发生开裂。
⑶锻件从热处理炉转运至淬火水槽的时间,要满足锻件转运至淬火水槽上方时,其表面温度不小于Ac3+(0 ~30)℃。
⑷水冷淬火控冷方案:锻件入水冷却前,预冷至表面约Ac3+(0 ~30)℃,随后分次实施水空交替冷却;第一次冷却的时候根据水温和工件的有效厚度确定;后面水冷的时间根据工件的返温情况依次减少。水空交替冷却完成后,锻件空冷1.5 ~2.0 小时后回炉回火。回火时为了组织转变均匀、保持工件表面和内部均温,应在300 ~350℃进行等温,等温时间依据工件的有效厚度确定。调质热处理工艺见图2。
性能检测
轮带承受窑体的重量,当回转窑运转时,筒体会带动轮带转动,轮带和托轮会产生摩擦,导致轮带发生一定程度的磨损,因此轮带需要保证其耐磨性。耐磨性要考虑足够的硬度,同时应该保证硬度的均匀性。客户要求的硬度为260 ~300HB。使用型号为TH160的G 形里氏硬度计进行检测,检测时,沿圆周方向在外圆均布四条母线,一条线上分别检测上中下三点。硬度检测数值为282HB、278HB、290HB;288HB、279HB、289HB;284HB、281HB、288HB;280HB、279HB、292HB。硬度完全满足客户要求,均匀性也很好,保证耐磨性和均匀性满足客户要求,见表2。
表2 42CrMo4 锻造轮带外圆表面硬度检测结果(HB)
按照客户的要求在厚度中心0°和180°的位置进行取样检测,拉伸和冲击性能的结果如表3 所示,能完全满足客户要求。
表3 42CrMo4 轮带本体取样拉伸和冲击检测结果
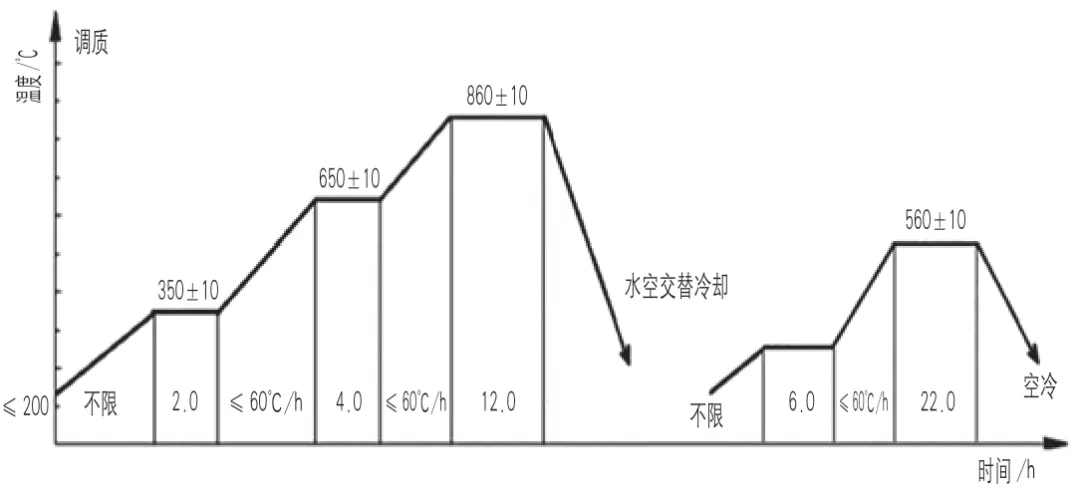
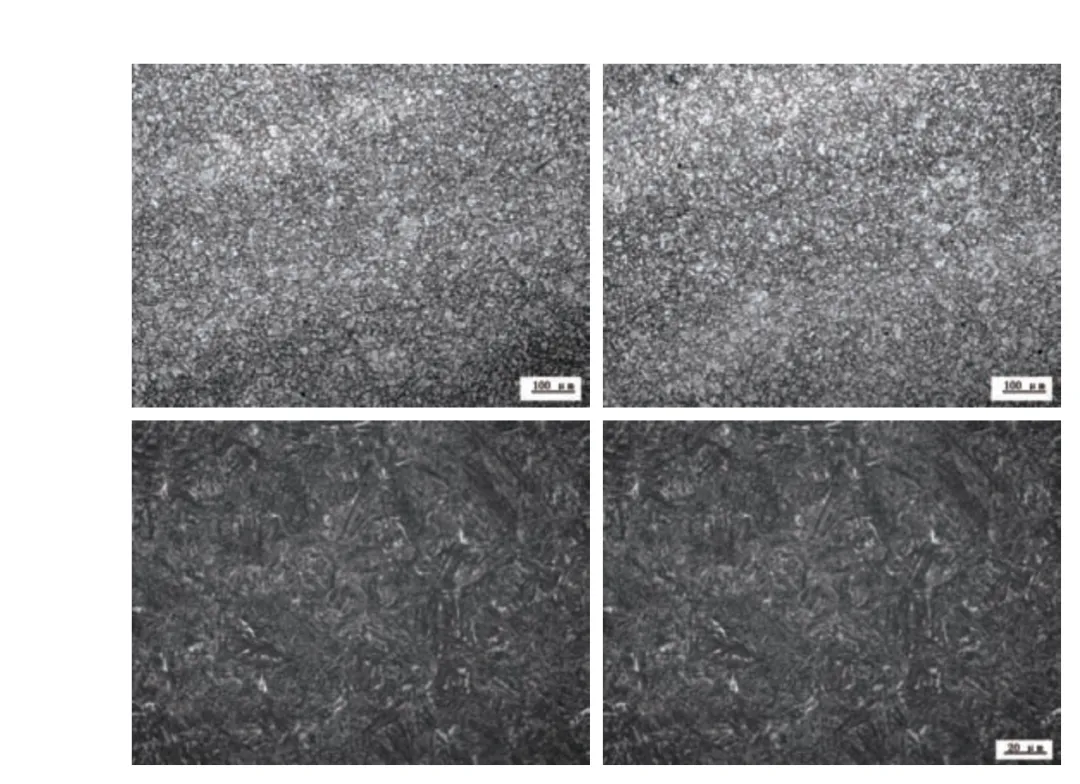
按照客户的要求在厚度中心0°和180°的位置进行晶粒度和组织检测,晶粒度N 大于等于6 级,金相组织为少量铁素体加回火索氏体,结果见图3。
结论
采用近净成形工艺制作的大型锻造轮带,锻后880℃正火,650℃回火处理,经粗车后860℃奥氏体化,采用水空交替冷却方式实施淬火,560℃回火之后,其本体硬度检测结果为278 ~292HB,表面硬度均匀。其本体拉伸性能完全满足客户技术要求,室温冲击性能远高于客户的技术要求。



 晋ICP备16001925号
No:87029
晋ICP备16001925号
No:87029